 jjyixin
jjyixinWeld Seam Coating and Curing
Overview
Since 1978, with the development of Super-WIMA resistance welding in the canning industry, the overlap of can body weld seams has been reduced to 0.4–0.6 mm. Lead-free tin-plated resistance-welded cans have been widely used for food and beverage cans. This transition has significantly improved the overall quality of can body weld overlaps. To achieve flawless weld seams, applying a protective coating layer that does not damage the contents is an essential process. The protection and anti-corrosion of can body weld seams have thus been widely adopted, ensuring safer and more reliable use of resistance-welded cans. This process requires weld seam coating equipment and curing/oven equipment, as shown in Figure 3-50.
Figure 3-50 Schematic of the Relationship Between Welding Machine and Coating Curing Device
PCE-120, CPF, PRCTD, LARC, CHS represent coating curing devices.
PCE-120 – Powder box
CPF – Small powder box
PRC – External coating
LARC – Conveyor
GHS – Gas oven
PNEUM, EJECTOR – Ejection device
However, depending on different conditions, regions, can contents, and storage duration, the protection and corrosion-resistance quality parameters for can body welds vary. Therefore, addressing weld corrosion is a major challenge, as corrosion can occur in different forms. Additionally, sterilization processes for canned food and carbonation in beverages like beer and soft drinks introduce technical issues for the weld seam coating process.
The weld seam protection and corrosion-resistance process mainly consists of two stages: the coating process and the curing process for the coating layer.
In the coating process, coatings are categorized into liquid coating coating and powder coating coating, each with different coating thicknesses and protective effects, as shown in Figures 3-51, 3-52, and 3-53.
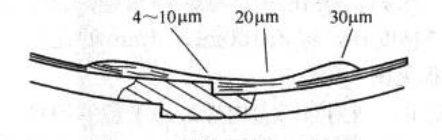
Figure 3-51 Coating Layer of Liquid Coating
Layer is thin, especially in the weld seam area
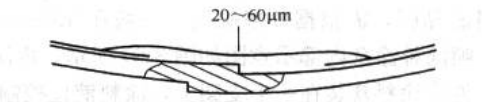
Figure 3-52 Coating Layer of Thermosetting Powder Coating, Layer is Relatively Thick
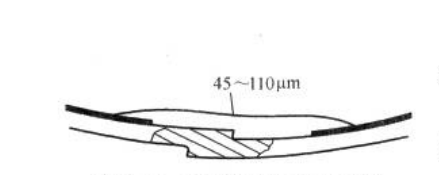
Figure 3-53 Coating Layer of Thermoplastic Powder Coating, Thickest Layer
 jjyixin
jjyixin